

全国销售热线:18402037963

时间:2021-07-01
阅读量:7417
分享:
激光焊接作为金属材料的一种焊接工艺已经被大部分人所熟知。但是,作为塑料焊接的一种工艺目前还是比较先进的,大部分人可能了解不多。激光焊接与超声波焊接、振动焊接、热板焊接等是广泛应用于树脂塑料领域的焊接技术。
近年来,随着国内激光应用技术的不断开发以及激光焊接设备的不断研制,越来越多的厂家开始导入塑料激光焊接工艺,原来被认为“高大上”的工艺也逐渐被大众所认知。由于激光焊接技术有着焊接外观好、焊接速度快、焊接强度高等优点在汽车领域逐渐被采用,比如汽车尾灯的灯罩与灯壳的焊接就可以采用激光焊接。

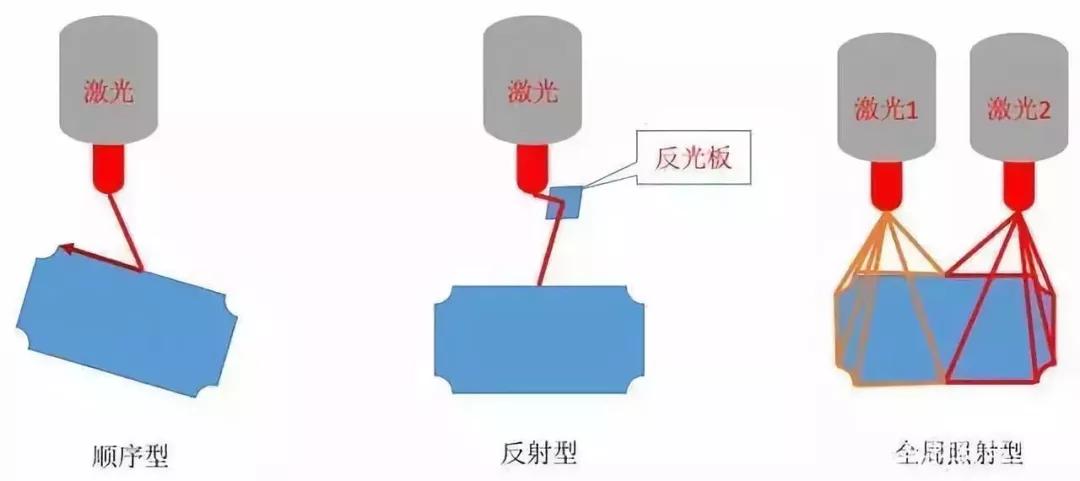
激光设备的分类
根据激光发射设备的构造不同,激光的照射方式可以分为顺序型、反射型以及全周照射型。
激光焊接原理
部件1为透明材质,部件2为不透明塑料。激光束透过部件1到达部件2,部件2与部件1接触的界面处吸收激光能量,当能量聚集到一定的程度,就会将界面处的塑料熔化。当把一定的压力施加到上下两个部件上的时候就会将两个部件熔融在一起,冷却后实现两个部件融合为一体。
激光焊接的特点
1优点
①焊接时间短,一般只需要几秒钟时间 ②形状自由度高,激光的走形路线可控 ③可适用于精密焊接 ④外观良好,毛刺少,适合于外观要求高的零部件 ⑤自动化程度高 ⑥热影响区域小,可实现局部受热。
2局限性
①上层部件要求能够透过激光,不透明的塑料不能采用激光焊接的方式 ②设备投资费用大 ③专业技术要求比较高,需要对激光走形路线、速度以及照射时间等有一定的了解。
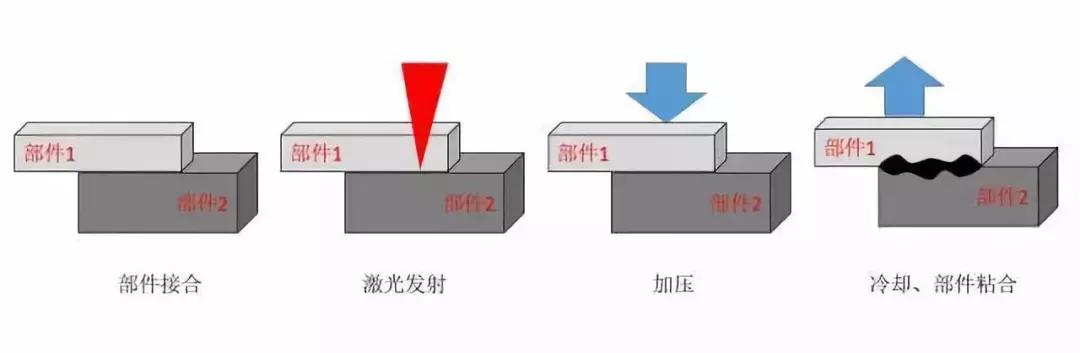
激光焊接过程
1激光焊接的四个步骤:
首先,将两个部件安装到治具上并加紧;其次,通过控制设备发射激光,确保在部件界面处生成足够的热量使得塑料熔化;再次,通过对部件施加一定的压力,将两个部件熔融的部分因在挤压作用下融为一体;最后,通过关闭激光照射,保持一定的压力一段时间,使得两部件冷却,最终实现
激光焊接过程
工艺参数管理
1激光功率:
激光功率是影响激光焊接质量的重要因素,激光功率不足是造成焊接强度不足甚至界面剥离的重要因素。激光功率是日常管理的重中之重。激光功率的衰减规律是日常管理必须要明确的重要一项工作。
2激光速度(焊接时间):
是保证焊接强度的重要一项参数,如果激光速度过快,可能导致熔融深度不足。如果激光速度过慢,可能导致毛刺过大,焊接强度下降。
3压力(行程量):
对于不同的生产线,管理的参数不同,通过压力来保证焊接强度的话,需要确保压力的准确性和压力的压入角度。通过行程量保证焊接强度的话,需要对定位销的磨损情况以及异物附着情况进行定期点检确认。
4冷却时间:
冷却时间是保证两部件最后能够有效接合在一起的重要参数。充分的冷却时间可以有效的保证两部件熔融的部分能够融为一体。
在日常的管理工作中,除了工艺参数的管理之外,还需要对治具进行定期的点检,如果治具出现位移或者有异物附着,可能导致两部件安装后的焊接部位不在同一水平面,这样,在焊接的过程中可能出现部分部位焊接强度不足或者无有效焊接的情况。当然,保证部件不变形,不收缩也是保证焊接品质的重要内容。
品控项目管理
1焊接强度:
通过拉伸试验机检测焊接强度是否满足规格要求是确认焊接品质是否合格的重要表征。如果不满足的情况下,需要通过调整工艺参数,确保满足规格要求。
2焊接深度:
也叫沉入量或者溶着代。主要确认两零部件熔融后有多少塑料实现了有效结合,这是保证焊接强度的一项重要参数。
3破坏方式:
定期的通过部件破坏实验的方法确认是否在焊接部位存在界面剥离的情况。只有是母材破坏的情况才能保证焊接强度最好。
4偏移量:
两部件的中心线是否存在偏离。如果两部件相对偏移量比较大,可能导致焊接强度不足。
下一篇:塑料与金属激光焊接
2021.07.01
2025.08.26
2021.07.17
2021.07.17
2025.10.22
2021.07.01
2021.07.17
2025.09.16
2025.08.16
2025.09.09
 官方微信
官方微信 公众号
公众号